
La culasse stock du 4g93 n'es pas un chef d'oeuvre de finition: d'origine tout est très brut, et de nombreuses améliorations sont possibles.
Plusieurs axes de travail sont mis en place :
- Suppression des flash de moulage dans la partie haute de la culasse pour améliorer l'écoulement de l'huile dans le bas moteur, tout en évitant que certains morceaux ne se détachent (but préventif)
- Agrandissement et polissage des passages d'huile et de ventilation du bas moteur vers le haut moteur.
- Agrandissement, polissage et portage des conduits d'admission et d'échappements avec le collecteur d'admission et le collecteur d'échappement pour faciliter les écoulements
- Travail des chambres de combustions pour éliminer les angles vifs, équilibrer toutes les chambres et surfacer le tout pour un rendu lisse.
- Travail des écoulements autour des sièges de soupapes pour faciliter les écoulements.
- Dégraissage et nettoyage intégral du haut moteur et des passages d'huiles dans la culasse
- Sablage intégral des chambres de combustion et du haut moteur
- Coating intégral de toute la culasse avec 3 coatings différents
- Nettoyage des poussoirs hydrauliques et des rollers
- Coating des ressorts de soupapes et coupelles de ressorts.
Travail des chambres de combustions pour éliminer les angles vifs, équilibrer toutes les chambres et surfacer le tout pour un rendu lisse.



Dégraissage et nettoyage intégral du haut moteur et des passages d'huiles dans la culasse
Les canaux de lubrification des poussoirs hydrauliques et des paliers d'arbres à cames ne sont pas dans une état irreprochables (malgré un dégraisage intense et un rincage à la lance haute pression...)
Un bain à l'acétone pendant quelques jours leur fera le plus grand bien, afin de décoller le vernis qui tapisse l'intérieur des conduits et évacuer les scories.




Sablage intégral des chambres de combustion et du haut moteur
Et voila le travail !
L'étape du sablage est primordiale pour assurerune accroche optimale du coating ceramique.








Préparation et coating
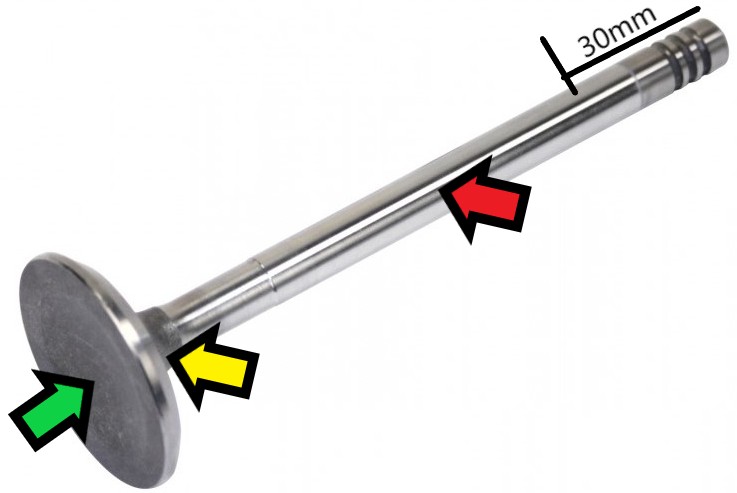
La préparation et le coating des soupapes est un gros travail.
Sachant que les soupapes vont acceuillir 2 coatings différents, il faut donc les préparer minutieusement :
Les têtes doivent être sablées avec des spécifications différentes de la tige (coatings différents). Bine évidement ujn dégraissage par bain d'acétone pur pendant 30 mn, puis nettoyage minutueux à la microfribre, et enfin séchage et dégazage au chalumeau.
Après coating des têtes face à la chambre de combustion avec le C-186, l'épaisseur de 50 microns semble respectée, il faudra que je soigne un peu plus le sprayage pour les autres parties.









La préparation des 2 types de soupapes et priomordial, et chaque sorte devra recevoir un coating différent, comme suivant :
Je ne suis pas équipé pour rectifier l'angle d'appui de la soupape sur le siège, donc je vais simplement retirer le coating spray sur la surface de contact avec un qtip et de l'acétone après sprayge. Le rodage ensuite, sera parfait pour éliner toute trace résiduelle et offrir ainsi un contact metal/metal parfait.
|
Soupape Admission
|
Soupape Echappement
|
 |
|
Coating intégral de toute la culasse avec 3 coatings différents
Gros travail de coating pour la culasse avec Cerakote:
-Les chambres de combustions et les conduits d'admission et d'échappements, ainsi que les portées de joints du collecteur d'admission et d'échappement avedc le C-186 (Piston coat)
Après séchage le rendu est comme d'hjabitude très réussi.
Au sujet de l'épaisseur, il est difficile de mesure sur les surfaces arrondies, mais sur les surfaces planes, j'arriveà obtenir une prise de mesure d'environ 120 microns (en moyenne).
C'est un peu épais, il faudra que divise cette valeur de moitié pour les soupapes.









-Le coating de l'interne de la culasse est un gros travail, sachant qu'il faut apporter un soin particulier aux paliers des arbres à cames.
Commencont par un coating des chapeaux de paliers avec le micro slick, sachant qu'il faut une couche très fine de céramique : 7 à 10 microns.
Le rendu est très bon et très lisse comme attendu: un léger polissage à la paille de fer 0000 comme préconisé, et les chapeaux de paliers sont prets !
Deuxième étape: faire un coating en deux étapes de l'intérieur de la culasse: D'abord un voiule très leger pour recouvrir les paliers d'arbres à cames, la couche doit êtrte très fine, comme auparavant. Pour cette étape, je bouche soigneusement tous les orifices avec les bnouchons silicones : pour ne pas influencer les contraintes de serrage au couple, il est important de ne pas recouvrir de céramique les filets de la boulonnerie.
Après 5 jours de cure, je vais appliquer un adhésif de masquage sur les paliers, et je pourrais ainsi passer une dexuième couche de fintion dans la culasse.












Nettoyage des poussoirs hydrauliques et des rollers
Les poussoirs étaient bien gras, même combat pour les rollers dans le même état...
Un dégraissage rapide à l'acétone, puis un bain soutenu avec un dégraissant à base d'eau dans le nettoyeur ultrasonique leur fera le plus grand bien.
Bonne surprise, les poussoirs hydrauliques, sont ceux de la dernière génération des 4g93 avec les orifices de 3 mm : un gage de silence de leur part sur le long terme....
A partir de 1997, les poussoirs hydrauliques sur le 4g93 et 4g93T ont abandonnés le trou de 1mm pour un de 3 mm.
Références OEM des poussoirs hydrauliques (ils sont identiques pour admission et échappement)
- MD171130
- MD376687



Coating des ressorts de soupapes et coupelles de ressort
Gros travail la aussi.






